EL PROBLEMA
OXO es una marca estadounidense especializada en la creación de artículos prácticos y ergonómicos para el hogar, incluyendo icónicos diseños de aparatos de cocina. Los desarrolladores de producto de OXO usan la impresión 3D para prototipado funcional y de diseño, pero los métodos híbridos son esenciales para el prototipado de componentes como juntas de goma.
Este caso de estudio se centra en el diseño de la junta de una coctelera. Los ingenieros de OXO necesitaban producir un prototipo funcional con cierres entre piezas estancos al agua. Tras probar muchas siliconas disponibles, determinaron que la masilla de silicona Castaldo Quick-Sil era ideal para hacer prototipos que reflejaran las características de las piezas finales.
MATERIAL USADO
- McMaster-Carr product 8595K12 Quick-Sil parts A and B
- Formlabs Clear Resin
- Emisión de moldeo
- Tornillo de banco

MATERIAL USADO
- McMaster-Carr product 8595K12 Quick-Sil parts A and B
- Formlabs Clear Resin
- Emisión de moldeo
- Tornillo de banco
MÉTODO PASO A PASO
- Imprime molde en dos partes con Clear Resin. Se recomienda imprimir con una altura de capa de 50 micras para la mayoría de aplicaciones. Se pueden usar 25 micras para textos u otras texturas superficiales. Orienta las piezas de modo que las superficies interiores fundamentales estén libres de marcas de soportes.
- Lava y cura el molde y elimina los soportes. Lava en profundidad con alcohol isopropílico hasta que las piezas tengan un acabado no pegajoso. Se recomienda curar a 60ºC durante 15 minutos para la resina Clear. Ayuda lijar las marcas de los soportes para que el molde encaje perfectamente en el tornillo de banco.
- Aplica el agente de emisión de moldeo. La mayoría de emisiones de moldeo en spray funcionarán para superficies interiores de revestimiento.
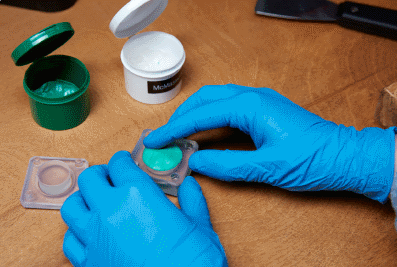
- Mezcla las piezas A y B. Junta volúmenes iguales de piezas A y B y amásalas a mano. La goma de silicona empieza a curar después de 90 segundos, por lo que las piezas se deben manipular el tiempo mínimo necesario para generar un color uniforme (idealmente menos de un minuto).
- Rellena el molde con silicona. La silicona se debe compactar en ambos lados del molde, asegurándose de tomar todos los detalles y grietas. No pasa nada si se usa demasiada masilla, ya que el material sobrante se derramará por fuera del molde.
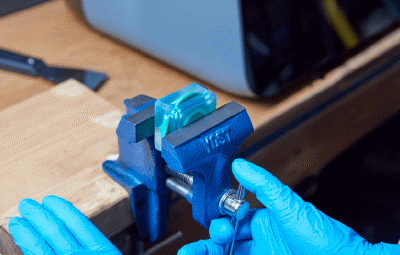
- Aprieta los moldes usando un tornillo de tablero. El molde debe apretarse en perpendicular a la línea de partición. Ten en cuenta que en los moldes de compresión las superficies de separación no se tocan completamente hasta que se aplica presión. Cierra con suavidad el tornillo. La goma de silicona se cura completamente en unos 20 minutos.
- Saca el prototipo del molde. Puedes extraer el molde usando una espátula de Formlabs o un destornillador de cabeza plana.
- Embellece y termina el prototipo. Siempre habrá un exceso de material o ajustes que aplicar a la pieza, donde se juntan las partes del molde. Recomendamos usar una cuchilla de precisión afilada para esto.
- Prepara el molde para el siguiente moldeo. El molde se puede reutilizar múltiples veces. Vuelve a aplicar la emisión del molde y empieza de nuevo a partir del paso 3.



PRÁCTICAS RECOMENDADAS
- Selección de la resina. Tanto la Tough Resin como la Clear Resin se pueden usar, aunque se recomienda la Clear para tener una referencia visual para el relleno del molde, aunque la Tough se puede usar para optimizar la resistencia a la presión de la abrazadera. Es recomendable imprimir con una altura de capa de 50 micras para un buen balance entre una suave textura superficial y un tiempo de impresión rápido. Orienta las piezas en la bandeja de impresión de modo que las superficies críticas interiores estén libres de marcas de soporte. La superficie exterior se puede pulir para un acabado muy transparente.
- Características de alineación. Los cuatro salientes cilíndricos y las marcas de las esquinas del molde se usan como elementos de alineación para asegurar un registro apropiado entre las dos caras del molde. Nuestro partner recomienda añadir 0,1 mm de distancia. En un objeto rotacionalmente simétrico como esta junta, los elementos de alineación pueden tener idéntica forma y posicionamiento. En otras palabras, la parte superior del molde se puede rotar 90 o 180 grados, y la forma de la junta no se ve afectada. Para geometrías irregulares se puede emplear una estrategia bajo llave, en la que la forma y el posicionamiento de los elementos de alineación solo se puedan juntar de una forma.
- Añadir chaflanes a los bordes del molde puede hacer más fácil separar las dos caras del mismo. Para separarlas puedes usar la espátula que viene con el kit de acabado de Formlabs o un destornillador de cabeza plana.
- Diseño del molde: Una de las primeras cosas a considerar es la línea de partición del molde, o cómo se juntan las dos partes del moldes de compresión (y cómo se separan). OXO recomienda tener en cuenta cómo se va a fabricar finalmente la pieza, incluyendo lo que llevará quitar el material sobrante. En este caso se ha identificado el ángulo duro en el exterior de la junta como el sitio más apropiado para definir esta línea de partición. Curiosamente los ángulos de desmoldeo no son un aspecto particularmente importante en este proceso. Hay que tener en cuenta que una marca interior en la junta no necesita su propia línea de partición. Ya que la goma de silicona se puede deformar durante el desmoldeo, se pueden manejar muchos ángulos, incluyendo ligeros cortes.

