En entornos de producción en serie, cada gramo de peso y cada céntimo de coste por pieza tienen un impacto acumulado significativo. Las herramientas de producción —utillajes, garras, pinzas— son componentes que se fabrican en pequeñas cantidades pero que se utilizan de forma intensiva y deben cumplir requisitos mecánicos, aerodinámicos y de mantenimiento muy precisos.
La fabricación aditiva en metal ofrece en este contexto una ventaja estructural: permite crear geometrías internas complejas, reducir el material al mínimo necesario y adaptar el diseño a la función real de la pieza, en lugar de condicionarlo a las limitaciones del mecanizado convencional. Sin embargo, el valor real no reside solo en la tecnología, sino en la calidad del rediseño.
Sector
Aplicaciones
Utillaje de producción, Herramientas de manipulación, Pinzas y Garras para líneas de ensamblaje
RETO
Una pinza de succión limitada por su origen convencional
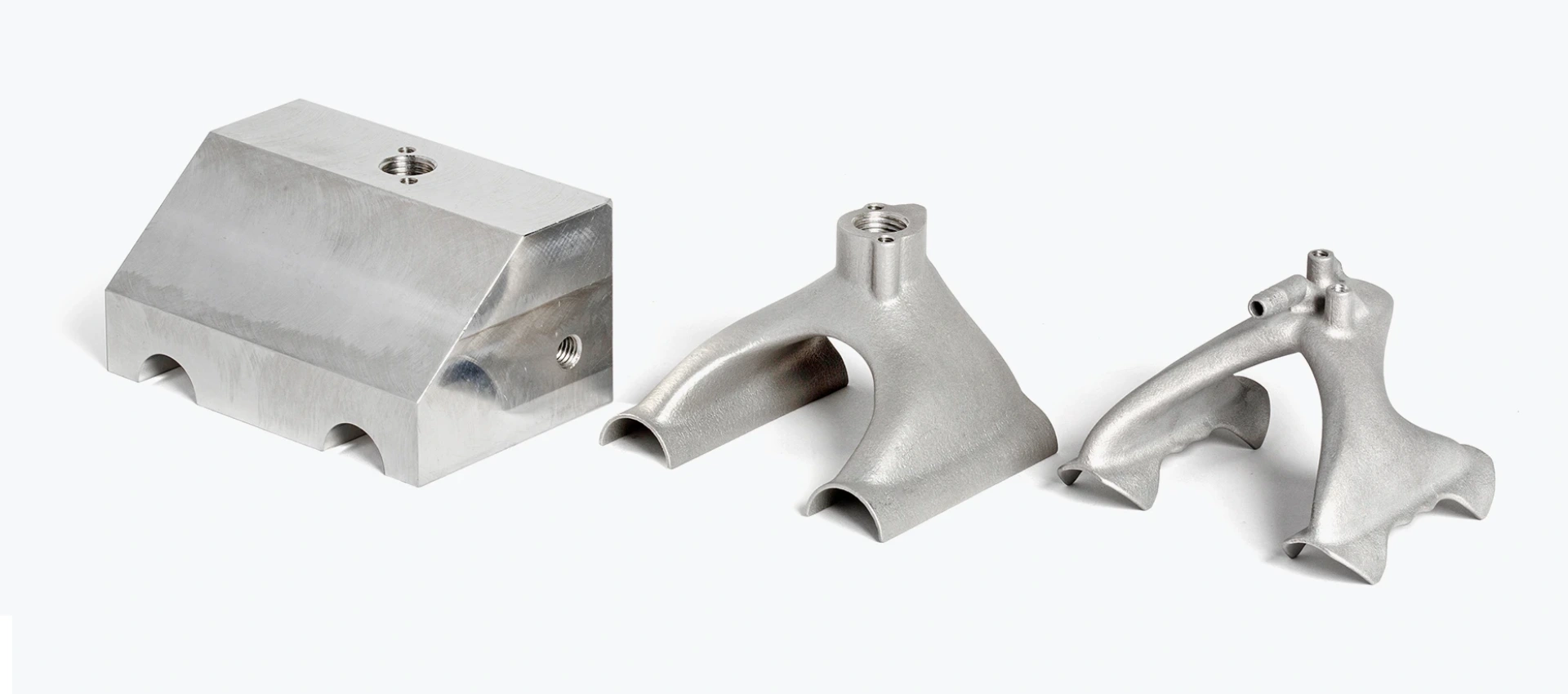
El punto de partida era una pinza de succión destinada a manipular objetos cilíndricos ligeros en una línea de producción en serie. La pieza original había sido concebida para fabricación convencional: sus canales internos se obtenían mediante taladros rectos intersectados desde distintas direcciones, y las aperturas resultantes se sellaban con tapones ciegos. El desbaste del volumen sobrante no se había llevado a cabo para no encarecer el componente.
El coste de fabricación de esta versión convencional ascendía a 300€ por pieza.
Consciente de las posibilidades de la impresión 3D en plástico, el cliente exploró si la fabricación aditiva en metal podía aportar mejoras reales en este componente. Los requisitos que debía cumplir la nueva versión eran exigentes:
- Reducción del coste de fabricación por pieza.
- Menor peso, para permitir movimientos más rápidos y ciclos de agarre más cortos.
- Mejor distribución del vacío en los puntos de agarre, para aumentar la fiabilidad en la manipulación de los cuerpos cilíndricos.
- Menor número de fugas, derivadas de los sellados con tapones en la versión original.
- Superficies lisas y fáciles de limpiar, requisito propio de entornos de producción continua.
El cliente eligió aluminio como material, por su equilibrio entre resistencia al desgaste, peso reducido y acabado superficial, y además por su adecuación económica a componentes de tamaño pequeño-medio fabricados en series cortas.
El cliente desarrolló en primera instancia su propio diseño para fabricación aditiva. Aunque este primer modelo ya reducía considerablemente el volumen respecto a la pieza original, presentaba dos problemas críticos: el coste de producción era un 6% superior al de la versión convencional (317€ frente a 300€) y los canales internos no estaban optimizados aerodinámicamente, lo que limitaba el rendimiento del sistema de vacío.
¿Quieres conocer más experiencias sobre Fabricación Aditiva metálica? En Sicnova las hemos recopilado para ti
SOLUCIÓN
DfAM aplicado con rigor: geometría, soportes y disposición en plataforma
El equipo de Diseño e Ingeniería de Materialise asumió el rediseño completo de la pieza aplicando principios de Design for Additive Manufacturing (DfAM) de forma sistemática.
El rediseño se realizó con el módulo Siemens NX Realize Shape, que permite modelado de forma libre (free-form modeling), lo que facilita la creación de transiciones orgánicas entre secciones de diferente espesor. Este enfoque es fundamental para eliminar concentraciones de tensión: al hacer más fluidas las transiciones de grosor de pared, se reducen las líneas de tensión que afectan tanto al aspecto externo como a las propiedades mecánicas de la pieza final.
Para la optimización del proceso de impresión, el equipo utilizó Materialise Magics, aprovechando su función de previsualización de estructuras de soporte. Esta herramienta permitió analizar las áreas críticas en función de la orientación de impresión elegida y garantizar que las paredes convergentes del interior de la pieza se pudieran imprimir sin estructuras de soporte internas, algo determinante para la calidad de los canales de vacío y para la facilidad de postprocesado.
Decisiones de diseño clave:
- Canales internos aerodinámicamente optimizados: a diferencia de los taladros rectos de la versión convencional, los nuevos canales siguen trayectorias curvas y continuas que favorecen una distribución homogénea del vacío en todos los puntos de agarre, incrementando la fiabilidad del sistema de manipulación.
- Eliminación de soportes internos: la orientación de la pieza en la plataforma de construcción se definió de modo que las paredes convergentes interiores no requirieran soportes, lo que preserva la integridad superficial de los canales y reduce el tiempo de postprocesado.
- Minimización del volumen total: se redujo la masa de la pieza al mínimo estructuralmente necesario. En la fabricación aditiva en metal, el material no utilizado puede recuperarse y reutilizarse directamente, por lo que el coste de material es proporcional al volumen real de la pieza y sus soportes, no al bloque de partida.
- Disposición optimizada en la plataforma de construcción: la nueva geometría permitió incrementar el número de piezas por ciclo de fabricación de 28 a 46 unidades, un factor que impacta directamente en el coste por pieza.
- Mínimas superficies de contacto con los soportes en zonas no críticas: esto facilitó la extracción de soportes sin intervención mecánica intensiva.
- Como único paso de postprocesado relevante, solo fue necesario el roscado de los elementos de ensamblaje.
RESULTADO
La mitad de coste, 16 veces menos volumen, mejor rendimiento
La comparativa entre las tres versiones de la pinza muestra de forma cuantificada el impacto del rediseño profesional frente al diseño convencional y al primer intento de diseño aditivo por parte del cliente:
| Diseño convencional | Diseño AM del cliente | Diseño AM de Materialise | |
|---|---|---|---|
| Volumen | 242.900 mm³ (100 %) | 50.590 mm³ (−79 %) | 15.150 mm³ (−94 %) |
| Coste por pieza | 300 € (100 %) | 317 € (+6 %) | 150 € (−50 %) |
Los resultados más relevantes son:
- Reducción de volumen del 94% respecto a la pieza original, con el consiguiente ahorro en material metálico.
- Reducción del coste de fabricación del 50%, pasando de 300€ a 150€ por pieza.
- Mayor rendimiento funcional: distribución de vacío más homogénea, ciclos de agarre más rápidos y menor incidencia de fugas.
- Postprocesado significativamente reducido: gracias a la minimización de soportes y a su disposición en zonas no críticas.
- Mayor eficiencia de producción: 46 piezas por ciclo frente a las 28 del primer diseño aditivo.
Ante estos resultados, el cliente tomó la decisión de migrar la fabricación de sus pinzas de succión íntegramente al nuevo diseño optimizado.
